服务热线
4008885135
灯芯绒棉印染布因其独特的绒面结构和立体纹理,色差控制成为质量管理的核心环节。GB∕T 14311-2017标准的实施为行业提供了科学统一的色差评价体系,通过规范的登记制度和ΔE标准值换算方法,确保产品质量的可控性和可追溯性。

1.1 样品处理与环境控制
样品制备需严格遵循GB/T 14311-2017第2条规定。样品应在温度20±2℃、相对湿度65±4%的标准大气条件下平衡24小时,确保尺寸稳定性。对于灯芯绒类织物,需特别注意绒面方向的统一标记,建议采用箭头标识顺绒方向。样品尺寸不应小于40cm×全幅宽,且需避开布边10cm以上区域。
测量环境控制参照GB/T 8423-2020执行。使用D65标准光源的灯箱,环境照度控制在750±100lx,背景为中性灰(明度L*=50±2)。观察距离保持50cm,观察角度为45°±5°。这些条件的严格控制是保证评定结果准确性的基础。
1.2 绒向与角度统一标准
灯芯绒面料的绒向一致性对色差评定至关重要。根据标准要求,供需双方应在订货合同中明确约定对样角度和绒面方向。通常建议采用"顺绒方向,45°观察角"作为基准条件。对于特殊纹理的灯芯绒,还需约定经纬向的对应关系。
歪斜考核按GB/T 14801-2018执行。花斜或纬斜的测量采用经纬斜尺,取最大值作为考核依据。条格类灯芯绒还需测量条格花斜,其允差标准严于普通花斜。
2.1 三级色差标准
GB∕T 14311-2017将色差严重程度分为3个等级。每个等级对应特定的ΔE值范围和视觉特征描述。
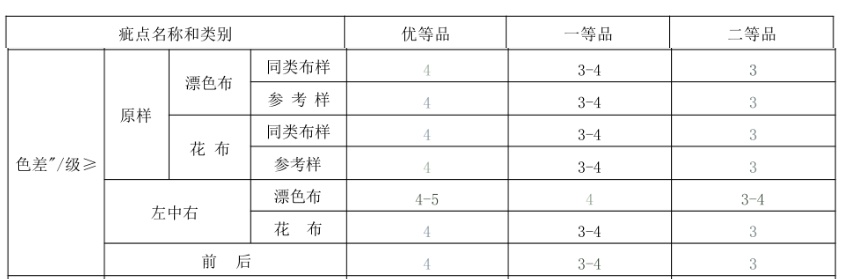
色差评定前,供需双方应统一对样角度及绒毛方向。歪斜应以花斜或纬斜、条格花斜或纬斜中严重的一项考核。
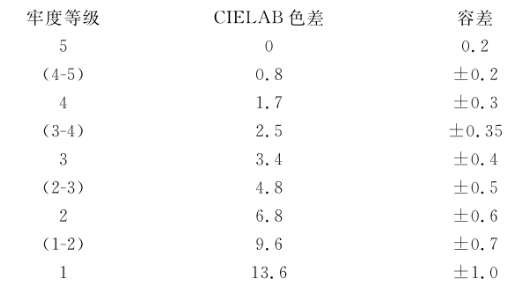
2.2 ΔE色差值换算方法
ΔE色差值换算方法参照标准为GB/T 250,变色牢度等级和CIELAB色差值对照表如下
1 争议处理机制
当供需双方对色差评定结果存在争议时,应按以下流程处理:
重新确认测量条件是否符合标准要求
委托第三方检测机构进行仲裁检验
参照封样标准进行比对
按合同约定的验收标准执行
仲裁检验应选择具备CNAS资质的检测机构,使用符合计量要求的仪器设备。仲裁结果对双方具有约束力。
2 特殊纹理面料的评定要求
对于特殊纹理的灯芯绒面料(如粗细条、提花等),需制定补充评定规则:
粗细条灯芯绒需分别测量粗条和细条区域的色差
提花类面料需区分底色和花纹色的评定
印花灯芯绒需考核对花精度和颜色一致性
这些特殊要求的具体指标应在订货时明确约定,并纳入质量验收标准。
1 检测设备管理
建立分光光度计的定期校准制度,按JJG 595-2019要求每年进行计量检定。日常使用中实行黑白板校准验证,确保仪器状态稳定。建立设备使用档案,记录维护保养情况。
2 人员培训与认证
检验人员需通过专业培训,掌握灯芯绒面料特性和评定技巧。实行持证上岗制度,定期组织目光统一考试。建立检验人员技能档案,确保评定结果的一致性。
3 数据化管理
建立色差数据库,记录每批产品的色差数据。利用统计过程控制(SPC)技术监控生产过程稳定性。通过数据分析发现异常趋势,及时采取纠正措施。
1 绒向效应导致的色差异常
问题特征:不同绒向测量结果差异显著
解决方案:统一绒面方向,建立绒向修正系数
预防措施:生产过程中保持绒向一致性
2 测量结果与视觉感知不符
问题特征:仪器测量值与目测结果存在偏差
解决方案:检查光源条件,验证仪器校准状态
预防措施:定期进行仪器与目测相关性验证
通过严格执行GB∕T 14311-2017标准要求,建立完善的色差控制体系,可以有效提升灯芯绒棉印染布的产品质量。该标准不仅提供了科学的技术依据,更为行业质量升级奠定了坚实基础。
地址:广州市增城区低碳总部园智能制造中心B33栋6、7、8层
电话:4008885135
Email:tilo@3nh.com
传真:0755-26078633
Copyright © 2026 深圳市天友利标准光源有限公司. All Rights Reserved. 粤ICP备08127874号 XML地图
